
Phay Là Gì?
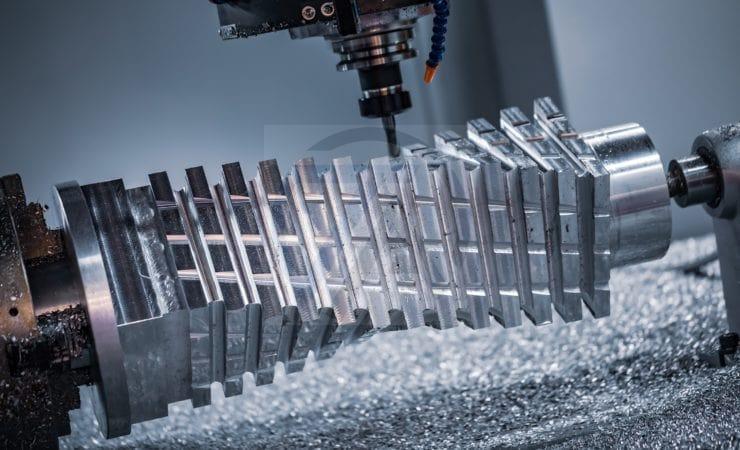
Phay là quá trình gia công sử dụng máy cắt quay để loại bỏ vật liệu bằng cách tiến dao cắt vào phôi. Phay bao gồm nhiều loại hoạt động và máy móc khác nhau, từ các bộ phận riêng lẻ nhỏ đến các hoạt động phay nhóm nặng, lớn. Đây là một trong những quy trình được sử dụng rộng rãi nhất để gia công các bộ phận tùy chỉnh với dung sai chính xác.
Phay có thể được thực hiện theo các hướng khác nhau trên một hoặc nhiều trục, tốc độ và áp suất đầu cắt. Điều này có thể được thực hiện với nhiều loại máy công cụ. Quá trình phay cần có máy phay, phôi, đồ gá và dao phay. Phôi gia công là một phần vật liệu đã được định hình trước được gắn vào vật cố định, đến lượt nó được gắn trên bệ bên trong máy phay.
Dao phay là một dụng cụ cắt có các răng sắc bén cũng được lắp trong máy phay và quay với tốc độ cao. Bằng cách đưa phôi vào dao phay quay, vật liệu được cắt từ phôi này dưới dạng các phôi nhỏ để tạo ra hình dạng mong muốn.
Phay thường được sử dụng để chế tạo các bộ phận không đối xứng trục và có nhiều đặc điểm như lỗ, rãnh, túi và thậm chí cả đường viền bề mặt ba chiều. Các bộ phận được chế tạo hoàn toàn bằng cách phay thường chứa các bộ phận được sử dụng với số lượng hạn chế, có thể để tạo mẫu, chẳng hạn như dây buộc hoặc giá đỡ tùy chỉnh.
Một ứng dụng khác của phay là sản xuất các công cụ cho các quá trình khác. Ví dụ, các hình dạng ba chiều thường được xay nhỏ. Phay cũng thường được sử dụng như một quy trình phụ để thêm hoặc tinh chỉnh các tính năng trên các bộ phận được thực hiện bằng quy trình khác. Do dung sai và độ hoàn thiện bề mặt cao mà phay có thể cung cấp, nó là lý tưởng để thêm các tính năng chính xác cho một bộ phận mà hình dạng cơ bản đã được hình thành.
Quy Trình Phay
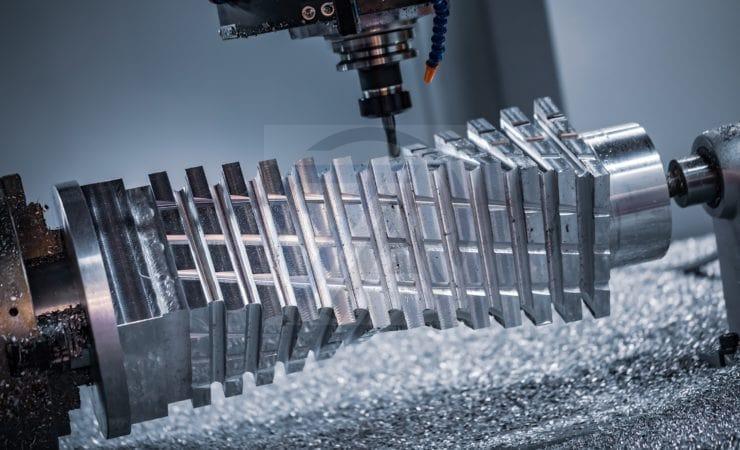
Phay là một quá trình cắt sử dụng một dao phay để loại bỏ vật liệu khỏi bề mặt của phôi. Dao phay là một dụng cụ cắt quay, thường có nhiều cạnh cắt. Ngược lại với khoan, trong đó dao được nâng cao dọc theo trục quay của nó, trong quá trình phay, dao phay thường được di chuyển vuông góc với trục của nó để quá trình cắt diễn ra trên chu vi của dao phay.
Khi dao phay di chuyển vào phôi, các cạnh cắt của dao được cắt vào và ra khỏi vật liệu lặp đi lặp lại, điều đó có nghĩa là các phoi được cạo ra khỏi phôi theo mỗi lần đi qua.
Hành động cắt là một biến dạng cắt, vật liệu bị đẩy ra khỏi phôi thành những cục nhỏ, chúng ít nhiều được kết nối với phôi. Điều này làm cho việc cắt kim loại hơi khác so với việc cắt các vật liệu mềm hơn bằng một lưỡi dao.
Quá trình tiếp xúc giúp loại bỏ vật liệu bằng cách tạo ra nhiều vết cắt nhỏ, riêng biệt. Điều này được thực hiện bằng cách sử dụng máy cắt nhiều răng, quay máy cắt ở tốc độ cao, hoặc tiến từ từ vật liệu qua máy cắt; hầu hết thời gian nó là sự kết hợp của ba cách tiếp cận này.
Tốc độ và nguồn cấp dữ liệu được sử dụng rất đa dạng để phù hợp với sự kết hợp của các biến. Tốc độ mà phôi tiến qua thiết bị cắt được gọi là tốc độ tiến dao, hoặc đơn giản là tiến dao; nó chủ yếu được đo dưới dạng khoảng cách trên thời gian, mặc dù khoảng cách trên mỗi vòng quay hoặc trên mỗi răng máy cắt đôi khi cũng được sử dụng.
Với phay mặt đầu, hành động cắt chủ yếu diễn ra ở các góc cuối của dao phay. Phay mặt được sử dụng để cắt các bề mặt phẳng thành phôi hoặc để cắt các khoang có đáy phẳng.
Với phay ngoại vi, hành động cắt chủ yếu diễn ra dọc theo ngoại vi của dao phay, do đó mặt cắt ngang của bề mặt được phay cuối cùng sẽ mang hình dạng của dao phay. Trong trường hợp này, các lưỡi của dao phay có thể được xem như là sự cạn kiệt vật liệu khỏi phôi. Phay ngoại vi là rất thích hợp để cắt sâu rãnh, gia công bánh răng và hộp số răng.
Máy Cắt Phay Là Gì?
Dao phay là dụng cụ cắt thường được sử dụng trong máy phay hoặc trung tâm gia công để thực hiện các nguyên công phay. Họ loại bỏ vật liệu bằng cách di chuyển nó trong máy hoặc trực tiếp từ khuôn cắt.
Tất cả các máy phay đều có dao phay. Trong quá trình phay điển hình, dao phay di chuyển vuông góc với trục của nó, cho phép nó loại bỏ vật liệu khỏi phôi theo chu vi của dao phay.
Mục đích của dao phay là loại bỏ vật liệu khỏi phôi. Máy cắt không bao gồm một lưỡi duy nhất. Trong khi các nguyên công tiện bằng máy tiện thường được thực hiện với dụng cụ cắt một lưỡi, dao phay bao gồm một số lưỡi cắt. Khi dao phay quay so với phôi tĩnh, nó sẽ loại bỏ vật liệu.
Dao phay thường được làm bằng vật liệu cứng, chắc, có thể chịu được ứng suất đáng kể mà không bị vỡ hoặc bị hư hỏng.
Các Bước Trong Quá Trình Phay
Có thể thực hiện nhiều thao tác khác nhau trên phôi trong suốt chu trình gia công để có được hình dạng mong muốn của chi tiết. Các hoạt động sau đây từng được xác định theo loại dao phay được sử dụng và con đường mà dao này thực hiện để loại bỏ vật liệu khỏi phôi.
- Kết thúc phay: Máy nghiền cuối thực hiện các đường cắt ngoại vi hoặc rãnh, được xác định bởi khoảng cách tiến dao, trên phôi để gia công một tính năng cụ thể như biên dạng, rãnh, hốc hoặc thậm chí là đường viền bề mặt phức tạp. Chiều sâu của đối tượng có thể được gia công trong một lần hoặc có thể đạt được bằng cách gia công với chiều sâu cắt dọc trục nhỏ hơn và thực hiện nhiều lần.
- Phay vát mép: Máy cắt vát mép thực hiện một đường cắt ngoại vi dọc theo một cạnh của phôi hoặc đặc điểm để tạo ra một bề mặt có góc cạnh được gọi là vát mép. Phần vát này, thường ở góc 45 độ, có thể được gia công ở bên ngoài hoặc bên trong của một bộ phận và có thể theo đường thẳng hoặc đường cong.
- Phay mặt: Máy nghiền cuối tạo bề mặt phẳng của phôi để tạo ra bề mặt nhẵn. Chiều sâu thông thường rất nhỏ của mặt cuối có thể được gia công trong một lần hoặc có thể đạt được bằng cách gia công với chiều sâu cắt dọc trục nhỏ hơn và thực hiện một số lần.
- Khoan: Một mũi khoan xuyên qua trục của phôi và cắt một lỗ có đường kính bằng đường kính của dụng cụ. Một hoạt động khoan có thể tạo ra một lỗ mù kéo dài đến độ sâu nhất định bên trong phôi, hoặc một lỗ thông qua đó mở rộng hoàn toàn thông qua các phôi.
- Đối chiếu: Một công cụ đối xứng đi vào phôi theo trục và phóng to phần trên của một lỗ khoan hiện có bằng đường kính của dụng cụ. Việc đối chiếu thường được thực hiện sau khi khoan để tạo chỗ cho phần đầu của bộ phận xiết chẳng hạn như bu lông. Một con vít để nằm bên dưới bề mặt của một bộ phận. Dụng cụ đối trọng có một thanh dẫn ở cuối để dẫn nó trực tiếp vào lỗ hiện có.
- Xoáy mặt đầu: Một công cụ liên kết bộ đếm đi vào phôi theo trục và phóng to phần trên cùng của một lỗ khoan hiện có thành một lỗ hình côn. Việc gia công liên kết thường được thực hiện sau khi khoan để tạo khoảng trống cho phần đầu của dây buộc, chẳng hạn như vít, bằng phẳng với bề mặt phôi. Các góc bao gồm phổ biến cho một bộ đếm là 60, 82, 90, 100, 118 và 120 độ.
- Lả: lả xuyên dọc trục vào phôi và mở rộng một lỗ hiện có bằng đường kính của dụng cụ. Lả loại bỏ một lượng vật liệu tối thiểu và thường được thực hiện sau khi khoan để đạt được đường kính chính xác hơn và bề mặt bên trong mịn hơn.
- Chuốt lỗ: Một vòi xuyên dọc trục vào phôi và cắt ren bên trong vào một lỗ hiện có. Lỗ hiện có thường được khoan với kích thước vòi cần thiết có thể chứa vòi mong muốn. Chỉ có thể được cắt đến một độ sâu nhất định trong lỗ (vòi dưới cùng) hoặc đến toàn bộ độ sâu của một lỗ xuyên qua.
Chúng tôi chuyên gia công các thiết bị cơ khí chất lượng, uy tín hàng đầu. Liên hệ với chúng tôi để được tư vấn báo giá nhanh chóng. Hotline: 0359119179 (Zalo-Viber)


